
三亚山东轧三建筑17.8钢绞线实体仓库15.2预应力钢绞线
三亚山东轧三建筑17.8钢绞线实体仓库15.2预应力钢绞线羊脂玉是和田玉中非常名贵的品种,质地上乘、产量 ,在如今的市场上更是千金难得,一块好的羊脂玉需要搭配丰富多样的纹饰,在玉石市场里,可以看到各种羊脂玉器,这些玉器的纹饰多姿多彩,具有各种时代的特征。了解这些羊脂玉纹饰及其使用,对鉴别玉器及提高收藏水平是非常必要的。折线纹:阴刻直线,顶端折回,主要作为动物身上的装饰。

山东轧三特钢有限公司生产度低松弛预应力混凝土用钢绞线,工程施工优选建材,房地产发优选建材等多项荣誉, ,应用于多个国内工程项目的建设,并出口海外几十个 和地区,获得了客户的一致好评。


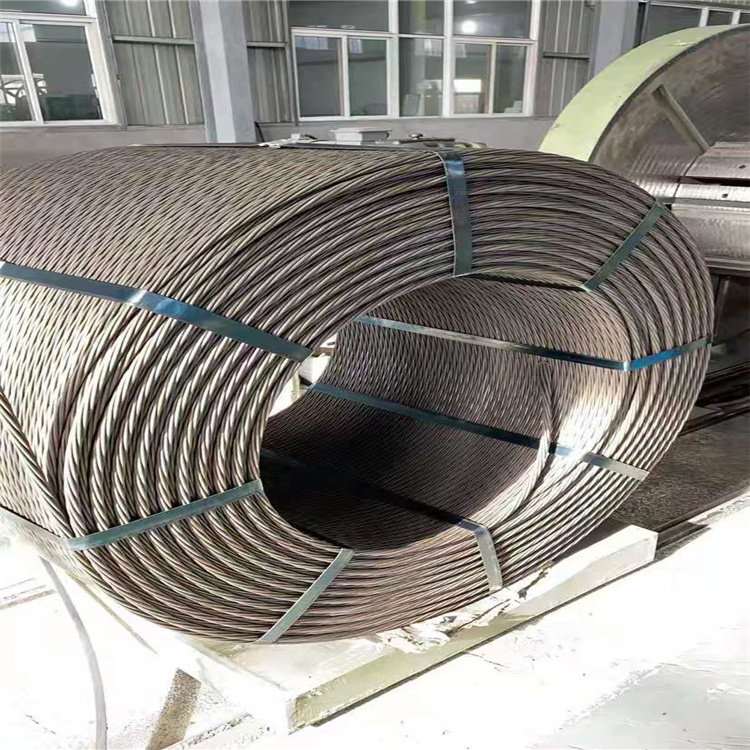
产品名称:PC钢绞线/钢绞线/预应力钢绞线/无粘结钢绞
原料材质: SWRH 82B /SWRH77B
产品特点: 度/低松弛
产品分类: 有粘结/无粘结/热镀锌/环氧树脂/光面/螺旋肋/刻痕
绞线捻向: 左捻,左同向,LHLL /右捻,右同向,RHLL
< 2000KG
标准包装: 钢带捆扎,无轴层卷, PVC内衬,防潮编织布,木托底座.
< .5%.轧三 8-3;日标JIS G 3536;澳大利亚和新西 准ABNT NBR 7483.
公路桥梁、铁路桥梁、城市轻轨、水利水电大坝、港口码头、岩体护坡锚固、基坑支护、煤矿支护、边坡支护、地铁、大型楼堂馆所、先张梁场施工、体外预应力工程等。
轧三特钢预应力混凝土中所用的性锚固装置,是在后张法结构或构件中,为保持预应力筋的拉力并将其传递到混凝土内部的锚固工具,也称之为预应力锚具。
三亚山东轧三建筑17.8钢绞线实体仓库15.2预应力钢绞线石材作为一种 建筑装饰材料广泛应用于室内外装饰设计、幕墙装饰和公共设施建设。目前市场上常见的石材主要分为天然石和人造石。天然石材通常的规格尺寸在多少呢,下面就跟着小编一起来了解。石材分格尺寸一般在6以内。因为石材分格尺寸对造价的影响很大,一般石材短边尺寸在6以内我们称为工程板,价格是 经济的.短边尺寸在6-8价格是比较适中的.当短边尺寸大于8,其价格将会大幅上升,尺寸越大价格会以几何级数翻倍.石材是通过大于石材面板尺寸的荒料切割出来的,尺寸越大相对荒料也要越大,切割后浪费也越大。
OVM15-2型锚具、OVM15-3型锚具、OVM15-4型锚具、OVM15-5型锚具、OVM15-6型锚具、OVM15-7型锚具、OVM15-8型锚具
OVM15-9型锚具/OVM15-10型锚具、OVM15-11型锚具、OVM15-12型锚具、OVM15-13型锚具、OVM15-14型锚具
三亚山东轧三建筑17.8钢绞线实体仓库15.2预应力钢绞线金刚石抛光粉,对绝大多数石材的抛光,都能取得较为满意的抛光效果。抛光液(膏)水是常用的抛光液。它既可起磨削冷却的作用,又可作为抛光过程中物理作用和化学作用的介质。若石材的抛光是以机械磨削作用为主,如金刚石微粉,抛光液一般用油类有机液体效果较好,如缝纫机油。其冷却、润滑和分散作用极好。金刚石研磨膏,既有水质的,又有油质的,并且还可以加上着色剂。其为:磨料+分散剂+载体+水+着色剂。、抛光盘(具、磨块)规格平整的石材光面板,是石材平面磨削的一种表达的表现形式,多采用含有金属材料制成的硬盘作抛光盘。
打磨石材抛光步骤和注意要点:检查产品造型形状否符合生产工艺单形状,合格后方可进入打磨抛光工序;打磨抛光前视材料情况进行补胶,补胶好之后再打磨抛光;先单件画线打粗磨,粗磨时留.5MM细磨、水磨余量;拼接:将要打磨抛光线条按图拼接好,并根据线条表面颜色选择调配,以保证颜色、花纹良好效果。线条水磨5#后按图要求先统一编号,再拆抛光,这样不会造成所打磨抛光线条接口处呈凹凸状;接口处有错位时,过渡段打磨应将距离拉长,越长越好,并打磨时用靠尺检查直线度;完成打磨抛光线条经质量检检查合格后方可出货;异型工艺品打磨抛光提高光度、减小波浪决窍:选择好打磨抛光材料;打磨抛光时,每一号磨料或磨片打磨抛光之后都应认真检查见光面打磨抛光情况,后一道磨号打磨之后都应掩盖掉前一道磨料时所产生痕迹;打磨抛光时应注意水量控制,水量不足易造成见光面烧面;打磨抛光时沿着线条素线方向尽量拉长,越长越好,这样可以避免波纹产生;抛光时速度要快;采用高转速打磨抛光电动工具;大批量线条打磨抛光用成型,这样可以减少打粗磨工作量,而且确保线条打粗磨后质量好、形状一致性好。